Oct 13, 2025
Classification of commonly used press brake tooling:
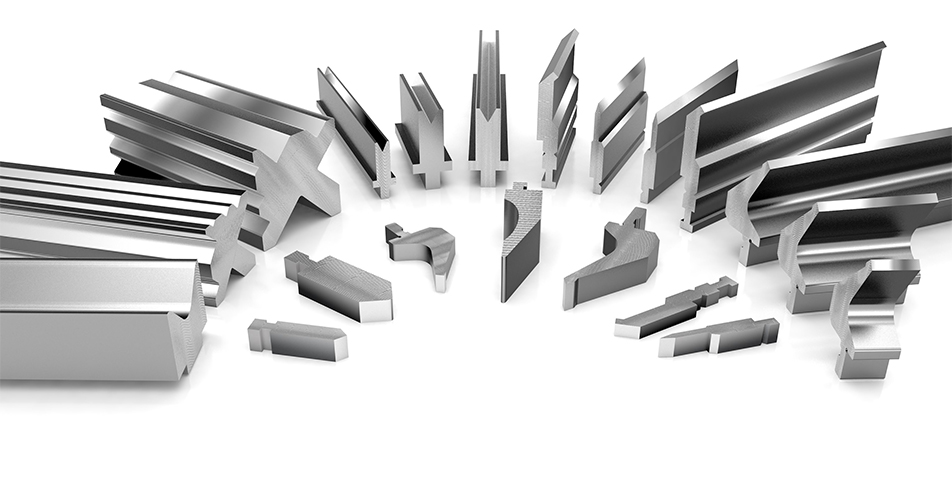
There are several types of bending tools, including L-shaped, R-shaped, U-shaped, Z-shaped, etc. The upper punch mainly has different angles such as 90 °, 88 °, 45 °, 30 °, 20 °, and 15 °. There are double and single slots with different slot widths of 4-18V in the lower dies, as well as R lower mold, acute angle lower mold, flattening tool set, etc. press brake tooling punch and die are divided into sections and whole parts: the upper punch is generally divided into sections of 300mm, 200mm, 100mm, 100mm, 50mm, 40mm, 20mm, 15mm, 10mm, and the whole is 835mm. The lower die is generally divided into sections of 400mm, 200mm, 100mm, 50mm, 40mm, 20mm, 15mm, and 10mm, and the whole is 835mm.
① Bending tools are made o...
Read More




 IPv6 network supported
IPv6 network supported



 English
English Pусский
Pусский Español
Español