Chat Now
Welcome to online chat! If you have any questions or suggestions, please send them to us online, we will reply you as soon as we can!
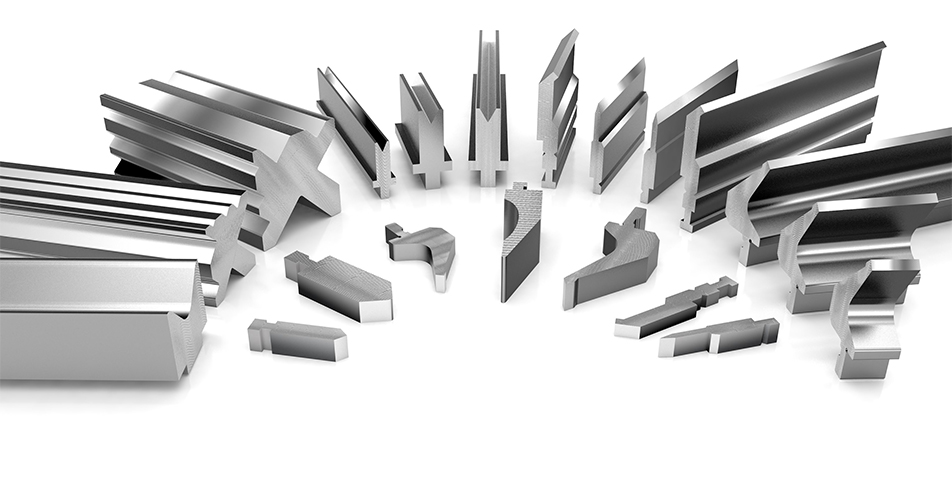
Classification of commonly used press brake tooling:
There are several types of bending tools, including L-shaped, R-shaped, U-shaped, Z-shaped, etc. The upper punch mainly has different angles such as 90 °, 88 °, 45 °, 30 °, 20 °, and 15 °. There are double and single slots with different slot widths of 4-18V in the lower dies, as well as R lower mold, acute angle lower mold, flattening tool set, etc. press brake tooling punch and die are divided into sections and whole parts: the upper punch is generally divided into sections of 300mm, 200mm, 100mm, 100mm, 50mm, 40mm, 20mm, 15mm, 10mm, and the whole is 835mm. The lower die is generally divided into sections of 400mm, 200mm, 100mm, 50mm, 40mm, 20mm, 15mm, and 10mm, and the whole is 835mm.
① Bending tools are made of steel that has undergone special heat treatment, and have the characteristics of high hardness, low wear, and high pressure resistance. However, each set of molds has its maximum pressure capacity: tons/meter. Therefore, when using the mold, the length of the mold should be selected, that is, how much pressure should be added per meter, and it must not exceed the pressure marked by the mold.
② In order to avoid damaging the mold, we have stipulated that when aligning the origin, upper and lower molds with a length of at least 300mm must be used to align the origin Only after aligning the origin can the upper and lower molds of the same height be used. It is strictly prohibited to use split molds for the origin, and the origin must be based on the internal origin pressure of the AMADA machine.
③ When using molds, due to the different heights of various molds, only molds of the same height can be used when selecting molds on a machine, and molds of different heights cannot be used.
④ When using molds, appropriate upper and lower molds should be selected based on the hardness, thickness, and length of the metal sheet material. Generally, the lower mold is used according to the standard of 5-6T, and the length should be longer than the sheet material. When the material is harder and thicker, a lower mold with a wider groove should be used.
⑤ When bending sharp angles or pressing dead angles, a 30 degree angle should be selected, with the sharp angle bent first and the edge pressed dead later. When bending the R angle, the R upper mold and R lower mold should be selected.
⑥ When bending longer workpieces, do not use segmented molds to reduce tool indentation, and choose single groove ones because the outer angle R of the V-groove of the lower mold of the single groove is large, which is not easy to produce bending indentation.
⑦ When selecting the upper mold, we should understand the parameters of all molds and decide which upper mold to use based on the shape of the product to be formed.
⑧ When bending products with extremely hard hardness or thick sheet metal, it is not allowed to use molds to bend steel bars or other cylindrical products.
⑨ When using molds, one should have a clear mind and lock the upper and lower molds after the machine has aligned with the origin. Do not let the molds fall off, injure people or damage the molds. During the operation, be careful not to apply too much pressure at once and pay attention to changes in the displayed data on the screen.
⑩ After using the tools, it should be promptly returned to the tools storage cabinets rack and placed according to the markings. The dust on the mold should be regularly cleaned and rust proof oil should be applied to prevent rusting and reduce the accuracy of the mold.
The schematic diagram of the shape of the upper punch type is mainly used for processing angles greater than or equal to 90 with a straight knife as shown in the following figure, and for processing angles greater than or equal to 90 with a curved knife as shown in the following figure. For processing angles greater than or equal to 30 with a sharp knife as shown in the following figure
The schematic diagram of the shape of the lower die type is mainly used. Note that the single V lower mold is shown in the following figure. 1. When the V-shaped angle is 86 (reference value), angles greater than or equal to 90 can be processed. 2. When the V-shaped angle is 30 (reference value), angles greater than 30 can be processed. The lower mold used for the quick bending machine is of this type. The double V lower mold is shown in the following figure. The lower mold used for AMADA bending machine is of this type
Segmentation of bending tools:
Under normal circumstances, the length of the tool is 835mm; to facilitate bending different lengths, the entire length of the tool is often divided into the following sections: 10+15+20+40+50+100+100+200+300=835
The correspondence between plate thickness and groove width:
Normally, the slot width is 6 times the thickness of the board. The comparison table of plate thickness and groove width currently specified by Wan Jiayuan is as follows: Material thickness (mm) 1.01.21.52.02.5 Bending machine lower die width (mm) 6681216
The minimum bendable size for processing according to the comparison table above (including plate thickness):
Plate thickness (mm) 1.01.21.52.0L minimum size for L-shaped bending (mm) 4.54.768.5Z minimum size for Z-shaped bending (mm) 77.4912
Conventional bending sequence:
1. Short side first and then long side: Generally speaking, when all four sides are bent, folding the short side first and then the long side is beneficial for the processing of the workpiece and the assembly of the bending mold
2. First the periphery and then the middle: Normally, it is folded from the periphery of the workpiece to the center of the workpiece
3. Partial first and then overall: If there are some structures inside or outside the workpiece that are different from other bends, it is generally necessary to bend these structures first and then bend other parts
4. Consider interference situations and arrange the bending sequence reasonably: The bending sequence is not fixed, and the processing sequence should be adjusted appropriately according to the shape of the bending or obstacles on the workpiece



 IPv6 network supported
IPv6 network supported



 English
English Pусский
Pусский Español
Español