Chat Now
Welcome to online chat! If you have any questions or suggestions, please send them to us online, we will reply you as soon as we can!
Press brakes are advanced forms of fabrication technology used for bending sheet or plate material, most commonly sheet metal. Successfully using one requires a detailed understanding of how the machine functions and the role of the person operating it.
If you’re new to working with press brakes, there are some important things to keep in mind:
Types of Press Brake
The two most common types of press brake are hydraulic and electric:
Hydraulic Press Brakes: These are easier to use and come with a lower price tag. They are ideal for working with large, inexpensive materials that do not require high-precision bends. Typical pressure forces range from 40 to 600, and a hydraulic press brake will likely be your only option if you require a brake larger than 300 tons.
Click here to learn more about Baykal hydraulic press brakes.
Electric Press Brakes: These offer enhanced accuracy and are able to create hyper-accurate bends on delicate workpieces. Although they are more expensive up-front, they are cheaper to run long-term. Pressure forces generally range from 20 to 200.
Click here to learn more about SafanDarley electric press brakes.
Press Brake Tonnage
A press brake has a limit to the amount of force it can exert on a workpiece. You must calculate the tonnage, the proper bending force, before you can start working on a piece. Exceeding it can damage the machine, the part, or both.
Tonnage estimates are available from press brake manufacturers and are sometimes mounted on the brake itself. Remember that the information in the chart is for air bending only. Tonnage requirements are approximately four times the air bend tonnage for bottom bending and eight times for coining.
Sometimes a part can be formed off-centre, provided the machine is suited for that. Do not attempt this if the press brake is not designed for it.
Remember to check tooling tolerances each time a punch and die is selected to be used. The operator must ensure the tooling fits the manufacturer’s specifications and make adjustments when necessary.
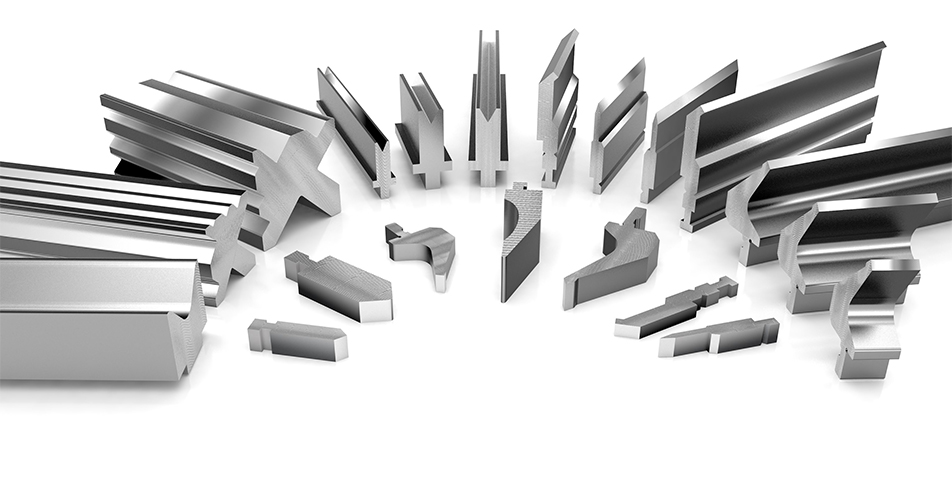
Some of the most common dies include:
V-Dies: They will all create v-shaped bends varying in angle, depth, and width.
Acute-Angle Dies: They create acute, obtuse, and 90-degree angles.
Gooseneck Punchs: This die is used to clear flanges, the rims that protrude from a workpiece.
Offset Dies: These are combination punch and die sets. They form two angles to create a “Z” shape.
Seaming Dies: These dies produce seams in sheets and tubes.
Curling Dies: These curl or coil the edges of sheets.
Tube-and-Pipe-Forming Dies: These dies first roll the edges of a sheet upwards, and then form the rolled edges into a cylinder
Rocker-Type Dies: By moving side-to-side as well as up-and-down, these dies bend the material to which they are applied.
Corrugating Dies: These dies are characterized by their wavy surfaces, which produces unique bends.
Multiple-Bend Dies: These die sets are made to form specific shapes for individual projects. They are useful for forming several bends in one motion.
Bending Using a Press Brake
Familiarize yourself with the following processes:
Air bending: Using this method, the workpiece will only interact with the edges of the die and top of the punch. The punch will be forced past the top of the die and into the v opening, but it will not touch the bottom of the v. This means that the inside radius of the bend will be controlled almost exclusively by the size of the c opening of the bottom die. The advantage is that the operator can correct mistakes or tweak the design by simply switching bottom dies, however it can be easy to produce poor parts if dies are not selected carefully and according to the air bend force chart. If you’re working with a dated, mechanical press brake you should almost never air bend. Air bending requires high precision and older machines usually have higher margins for error. Even a few thousandths of an inch difference can produce poor or faulty parts.
Bottom bending: When bottom bending, the die angle should almost exactly match the intended angle of the workpiece. The workpiece should be bottomed against the die before the radius of the punch is forced in, achieving the desired angle. When released, the material will spring back and meet the die again. When bottom bending, the operator must always account for spring back by over-bending the material by a few degrees. Any larger brings risk of damage to the workpiece.
Coining: With this basic type of bending, the workpiece is stamped between a punch and die. Results are highly accurate, repeatable, and can be achieved with simpler machines. This method does, however, require very large tonnages, often in excess of 50 tons per-square-inch versus 1 to 2 tons per-square-inch for air bending. For this reason, the wear-and-tear on the machines is greater and more robust tooling is required.
Maintaining Your Press Brake
The press brake operator should keep up-to-date with maintenance schedules and perform ongoing inspections to ensure the machine will perform at its best.
Always inspect punches and dies before use to ensure there are no dents or cracks. Faulty tooling can damage the machine or the workpiece.
If you are working with a hydraulic model, make sure the oil and filter are regularly changed.
Lubricate components weekly using a lubricant consistent with the manufacturer’s specifications. Pay attention to ball screws, gear segments, the guide encoder and guide encoder system, guides and rales, rack and pinion system, and RAM guiding system.
Ensure the mechanical components are inspected bi-annually and the electrical system annually, or according to the manufacturer’s recommendations
Optimizing Press Brake Production Runs
The operator’s role is to ensure maximum efficiency by producing quality pieces while keeping setup times to a minimum. Before starting a job, consider the correlation between setup time and the number of parts being produced. Production runs should be large if the workpieces are delicate, complicated, or use expensive material, as those projects will require more setup time beforehand. Simple parts can be processed in smaller runs as they will take less time to setup.
As you familiarize yourself with the machine you’re working with, your acquired expertize will help you make the right decisions about setup and production times.
Reading Drawings
Be familiar with reading drawings, as they will include dimensions of the part, bend angles, inside radii, and blank sizes. They should be based on the capabilities of the press brake and tooling, though the operator must take action to make necessary changes if information has been omitted or is incorrect. Making appropriate adjustments is not an ideal situation for any press brake operator, as it consumes valuable production time and results in more scrap metal being produced, but it will become easier with more practice.
Your company should provide you will comprehensive training to work with the machines in your shop. That education coupled with first-hand experience working with well-built, well-maintained machines will help you become an experienced, successful press brake operator.



 IPv6 network supported
IPv6 network supported



 English
English Pусский
Pусский Español
Español