Chat Now
Welcome to online chat! If you have any questions or suggestions, please send them to us online, we will reply you as soon as we can!
For the bending process, the quality of the bending forming mainly depends on two important parameters: the angle and size of the bending. When bending, in order to ensure the forming size and angle of the bending, attention should be paid to the following aspects.
(1) The misalignment of the upper and lower molds can lead to errors in bending dimensions. Before bending, it is necessary to adjust the alignment of the upper and lower mold tools.
(2) After the left and right positions of the rear block are moved, the relative position between the sheet metal and the lower mold may change, which may affect the bending size. Before bending, the distance between the rear block positions needs to be re measured.
(3) Insufficient parallelism between the workpiece and the lower mold can cause bending rebound, affecting the bending angle. Before bending, the parallelism needs to be measured and adjusted.
(4) When the first bending angle is insufficient, the second bending will also be affected, and the accumulation of bending errors will lead to an increase in the forming size and angle errors of the workpiece. Therefore, ensuring the accuracy of single-sided bending is particularly important.
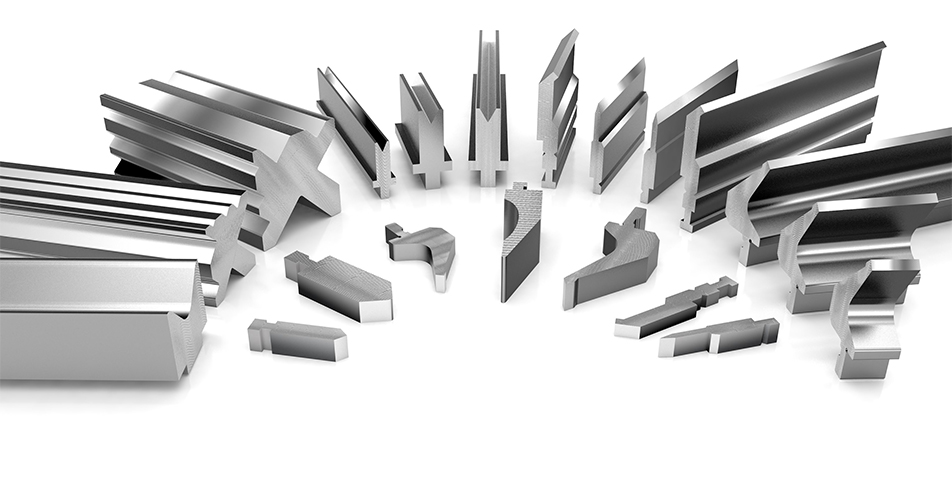
(5) When bending, the size of the lower die V-groove is inversely proportional to the bending pressure. When processing metal sheets of different thicknesses, it is necessary to select the appropriate lower die V-groove according to regulations. Generally, 6-8 times the thickness of the sheet is more suitable.
(6) When bending the workpiece on the bending machine after creating a V-shaped groove, it is necessary to ensure that the edge of the upper mold, the bottom edge of the V-shaped groove of the workpiece, and the bottom edge of the V-shaped groove of the lower mold are on the same vertical plane.
(7) When bending the workpiece after grooving, in order to prevent tool clamping, the angle of the upper mold should be controlled at around 84 °.



 IPv6 network supported
IPv6 network supported



 English
English Pусский
Pусский Español
Español