Chat Now
Welcome to online chat! If you have any questions or suggestions, please send them to us online, we will reply you as soon as we can!
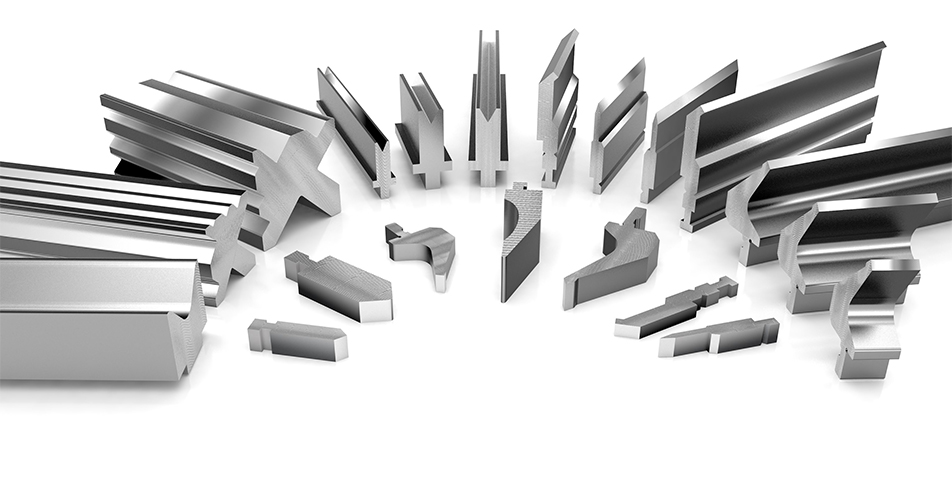
Now we need to move to the “proper tooling” which means choosing the tool from the catalog which will be good to bend your part or what mainly should be ordered for your production. And to speak about it we need to make a complete brief of tooling types and possibilities. We will try not to base on any tooling system but just the possible geometry of tools and their possibilities for bending.
If you have the beginner level it is reasonable also to make a small introduction to press brake tooling itself and to divide it into the simple following categories:
Bending punch - an upper tool so the tool will be attached directly to the moveable beam of the press brake or upper holder on the beam and will be moved together with the beam. We select punch based on the necessary tonnage, angle of bending, and the main geometry to perform the bend.
Bending die - a lower tool to be attached to the press brake table or lower support and stay fixed. During the bending, the punch goes into the die. We select the die first of all based on the material thickness and angle of bending. Die is also the way to reduce the necessary tonnage to bend - a bigger die than recommended means a requirement for a bigger flange for the part, and a bigger radius of bending but lower tonnage during the bending. In other words, if you will use V16 die for a 2 mm thickness of mild steel or a V32 die for a 2 mm thickness of mild steel for a V32 die you will have much lower tonnage required for bending.
Tooling sets - complete sets of tools including upper and lower parts (mainly part and die) but used for special applications so a lot of times cannot be used without each other (like Z-bending tools) or used with a lot of limitations (like hemming punch). So these tools are usually sold, manufactured, supplied, and used only as a complete set together.
Adapters, holders, clamps, intermediate, fixation devices, etc. - everything to be installed between the parts and construction of press brake and punches and dies.
Punches and dies could be also solid or made as the main holder and insert (for example radius tools).
Today there are also a lot of special solutions to use press brakes as the machine to perform force and to install also punching units for example (to make holes, notching, louvers, etc).
Very rare (we know about some special projects) tools could be reversible and the punch will be installed at the bottom and the die on the top. The main reason is the expansion of the possible flange part which will hit the bottom table during the use of standard bending tools. It is very uncommon but we are showing the real ideas and you can know that it could be possible as well.
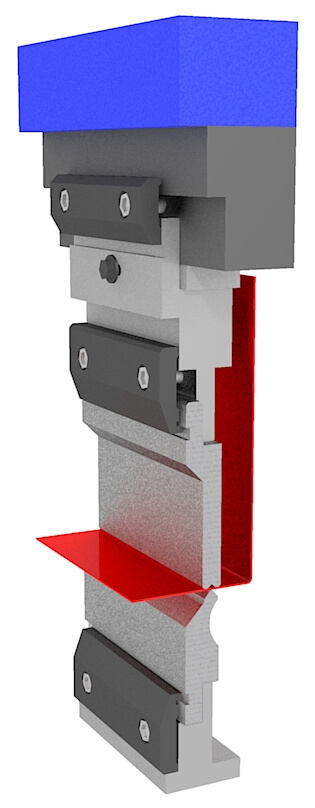
Pic - Inverted tools: punch on the bottom, die on the top. With this interesting construction is used the height of the intermediate is to make a return bend without any problem with the big flange
All bending press brake tools are made of metal (usually C45 or 42CrMo4, for more details you can read about our production) and hardening of working areas which are subject to stress and wear. Press brake tools are used also for different applications, for example, bar bending or profile intersectional bending. For any non-standard application, the manufacturer should know together with the request to offer the correct tooling.
All supports and holders are usually also metal but without additional hardening, because they are not stressed constantly during work. Tools made with precision can install one line without a gap which can affect and make a step on the material during the bending.
It is also important to know that no manufacturers guarantee the correct fit of tools in one line together with the tooling from another manufacturer. The reason for this is that each manufacturer has his closed production conditions and they could be different from others even if it is the same geometry of the tool.



 IPv6 network supported
IPv6 network supported



 English
English Pусский
Pусский Español
Español